
扫一扫微信二维码
扫一扫微信二维码
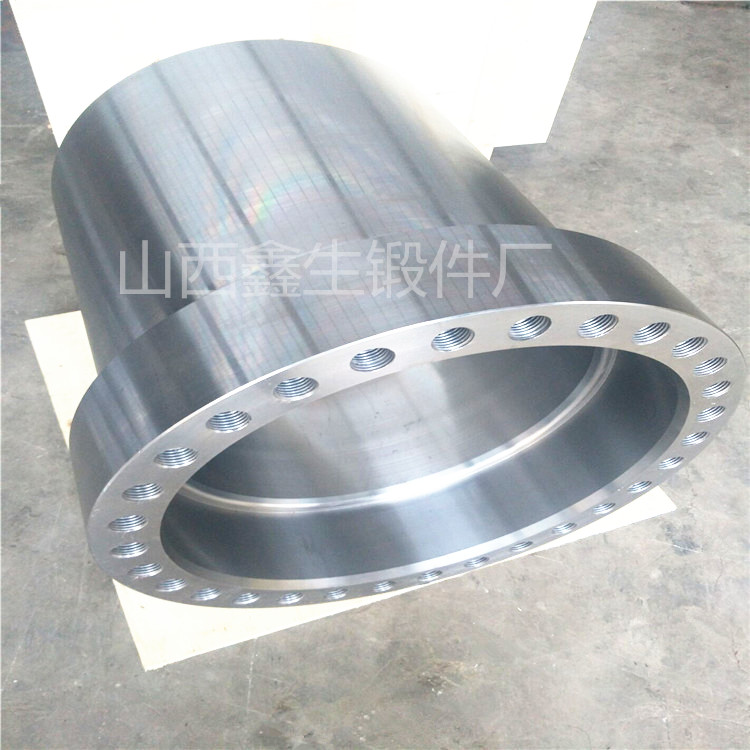
奥氏体不锈钢锻件的锻造工艺:波动管管坯采用16t电渣重熔钢锭锻造。锻件是φ510*6850的光轴。工艺分为四火次完成。均为拔长工序,采用上平下V型砧拔长。锻后采用空冷或水冷。
质量控制要点:1、钢锭入炉加热前,仔细检查钢锭表面质量,若发现有密集的细小裂纹则将钢锭转至机加工车间做加工剥皮去除缺陷,若有单个小裂纹,则用碳弧气刨铲除裂纹。2、火,因为用铸锭生产,铸锭一定程度存在偏析及粗大的柱状晶和碳化物,趟的压下量≤50mm。第二趟压下量一般控制在100mm左右,终锻前一趟,因温度降低,变形抗力增大,塑性下降压下量≤50mm。3、第二火以后,开始锻后温度较高,压下量控制在100mm左右,随着温度的降低,压下量减小,终锻前压下量≤50mm。4、后一火为防止晶粒粗大,降低始锻温度的同时要有足够的变形。5、锻后要快速冷却,根据现场条件确定空冷或水冷。
建站咨询热线
0350-6066666